 【 開催日 】2021年12月3日(金)16:00~18:00
【 開催日 】2021年12月3日(金)16:00~18:00
【 題 目 】特殊射出成形技術による製品の「軽量化」
【 講 師 】旭化成テクノプラス株式会社 営業本部 樹脂製品第一営業部 伊藤様、渡邊様
【参加人数】17名(会場5名、オンライン12名)
【 会 場 】オンラインセミナー形式(Zoom)
【開催趣旨】
旭化成テクノプラス株式会社は、モノづくりに於いて樹脂の射出成形を中心とする様々な工法でクライアントのアイデアを形にしています。今回はその中で、ガスを使用した工法(AGI、AMOTEC)についてご紹介します。樹脂成形では、金型に溶融樹脂を充填後、樹脂が収縮する事により生じるヒケ等を抑制する為、加圧(樹脂保圧)します。AGIは樹脂保圧に代わり窒素ガスを注入して保圧を行う成形方法です。ガスで保圧を行うため、成形品内部に収縮分の中空部ができるのが特徴で歪み・ヒケ・ソリに対して効果があります。AMOTECは炭酸ガスを樹脂に混錬、金型へも充填させ樹脂の流動性アップ、転写性を向上させる等の特徴があり、両工法とも応用技術で「軽量化」にも効果があります。
また今回、アイデアを形にする方法の一つとして、モックアップ品の製作対応についても紹介されます。
 【プログラム】
【プログラム】
1. 成形加工技術① AMOTEC
AMOTECとは溶融樹脂に炭酸ガスを溶解させ、良好な可塑剤として作用させることで樹脂充填時の流動性を向上させる成形方法。また射出前に金型キャビ内に炭酸ガスを充填し、その後射出する事で転写性を向上させます。
【AMOTECのメリット】
- 流動性の向上
- 転写性の向上
- ヒケの抑制
- ウェルドラインの低減
- フィラー浮きの低減
【AMOTECの主な実績】
- 自動車外装部品
- 浴室把手
- 導光板
- ゲート点数制限品 など
【炭酸ガスを使う理由】
炭酸ガスが樹脂の分子の隙間に入り込み、可塑剤の役割を果たす。成形後は大気と入れ替わるので、成形品内に炭酸ガスは残りません。
2. 成形加工技術② AGI成形
AGI成形とは溶融樹脂充填後、樹脂保圧にかわって窒素ガスにて保圧を行う成型成形方法。ガス保圧を行う為、成形品内部に収縮分の中空部が出来るのが特徴。主にヒケ・ソリに対して防止効果があります。
【AGI成形のメリット】
- ヒケの抑制
- ソリや歪みの低減
- 型締力の低減(成形機のクラスダウン)
- 中空部形成による軽量化
- 一体化
【AGI成形の主な実績】
- コンビニATM筐体
- 医療機器ハウジング部品
- ハンドル
- 手洗い金具
- 浴室用すのこ


3. CAE解析
Autodesk社のMoldflowを活用し、成形品の各種解析を行っている。製品設計を行う際に、解析結果をフィードバックすることで、金型製作前に不具合点を洗い出し、改善することが可能です。
4. 試作対応
受託設計も対応しており、量産可能な形状を事前に検討した上で、モックアップの製作も可能であり、量産設計時の手戻りを少なくできます。
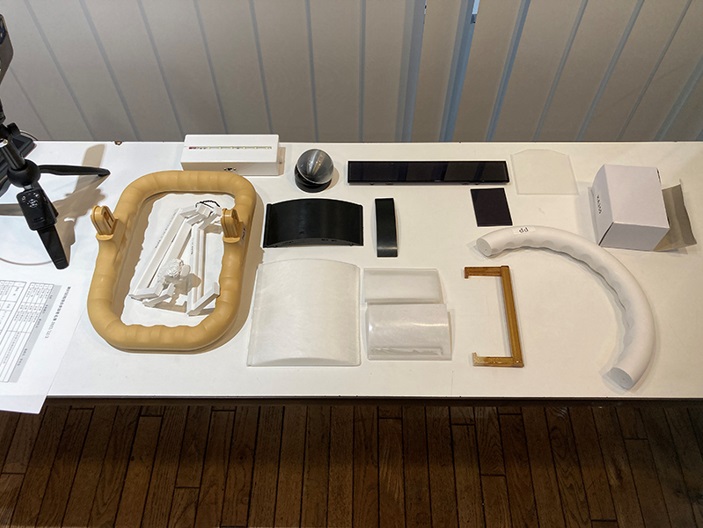
*サンプル確認
会場参加の方は手に取り観察しました。オンライン参加の方には講師がカメラで撮影しながら説明しました。

5. 質疑応答 会場およびZOOMチャットより
【AMOTECについて】
Q1:製品外観に発泡穴がでていないとの理解で正しいでしょうか?
A1:金型に接した部分は先に硬化するので、発泡穴はできません。
Q2:金型表面にシボ加工を行った金型の実績はありますでしょうか?
A2:浴室ハンドルの表面はナシ地シボ有(サンプルで説明)
Q3:不透明材では、ご紹介の特性が得られる点が理解できますが、透明材の場合はクリアにならないという理解で良いでしょうか。
A3:発泡部分は白濁するので、クリアにはならない、発泡させなければクリアにできます。
Q4:通常成型とAMOTEC成型での、強度変化について具体的な例等ありますでしょうか。
A4:強度試験データを後ほどメールで回答します。
【AGI成形ついて】
Q5:新規での材料使用と、捨てキャビの再利用で製造コストや部品の仕上がりは変わりますでしょうか。
A5:ステキャビ部分は再利用されるので、減量分のコストダウンは期待できます。仕上がりも変わりません。
Q6:リブのところにガスが集まるのはなぜか
A6:厚肉の部分は樹脂が硬化していないので、そこにガスが流れ込む。
講師より一言
この勉強会の開催により、旭化成テクノプラス株式会社のガスインジェクションが製品開発に役立つことを願っています。